Odborné články
Vplyv niektorých druhov drevných materiálov pri briketovaní a peletovaní
Úvod
Aby sme mohli drevnú odpadovú biomasu (štiepka, kusový odpad, piliny, tenčina, hrubina, pne, korene, kôra, atď...) energetický zhodnotiť musíme ju spracovať do vhodnej formy. To isté platí aj pre materiály, ktoré nepatria do skupiny drevnej odpadovej biomasy, napr. rôzne fytomasy, kakaové šupky, rašelina, kal z ČOV, papier, textil, bavlna, miešaný komunálny odpad, atď. Prečo sme spomenuli aj tieto druhy materiálov? V dnešnej dobe sa už pri získaní tepelnej energie nemôžeme orientovať len na drevnú odpadovú biomasu, pretože jej potenciál nie je postačujúci. Rôzne druhy materiálov so sebou nesú rôzne materiálové charakteristiky, chemické zloženie a špecifikácie pre spracovanie a zhodnotenie. Ak chceme energeticky zhodnocovať tieto materiály, musíme poznať dokonale materiál s ktorým pracujeme. V tomto príspevku popisujeme dôležitosť druhu lisovaného materiálu a experimenty vykonané v tejto oblasti na našom pracovisku.
Vlastnosti lisovaného materiálu
Určite si vie každý predstaviť rozdielne materiálové charakteristiky napríklad medzi drevom a textilom. Avšak dokážeme si uvedomiť aké sú rozdiely medzi ihličnatým a listnatým drevom z pohľadu kvality procesu zhutňovania? A čo tak napríklad rozdiely medzi borovicovým a smrekovým drevom z pohľadu kvality procesu zhutňovania? Preto sme sa rozhodli popísať charakteristické vlastnosti materiálov, ktoré vplývajú na kvalitu procesu zhutňovania a ktorými sa jednotlivé materiály odlišujú, na drevných materiáloch. Pri rôznych druhoch materiálov a pri rôznych podmienkach na vstupe dostávame na výstupe rôzne vlastnosti výliskov (výhrevnosť, obsah vody, popolnatosť).
Medzi základné vlastnosti materiálov zaraďujeme:
- chemické zloženie materiálu
- hustota materiálu
- hmotnosť materiálu
- vlhkosť materiálu
- stavba a štruktúra materiálu
- veľkosť frakcie materiálu
- pórovitosť frakcie
- výhrevnosť materiálu
- a iné
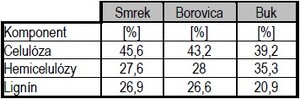
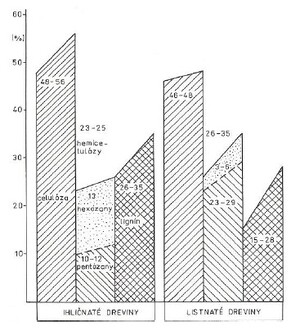
Chemické zloženie biomasy resp. dreva sa medzi jednotlivými rastlinnými druhmi líši, v priemere rastliny obsahujú asi 25% lignínu a 75 % uhľovodíkov alebo cukrov. Uhľovodíková zložka pozostáva z mnohých molekúl cukrov spojených do dlhých reťazcov polymérov. Dve významné zložky uhľovodíkov sú celulóza a hemicelulóza. Príroda využíva dlhé polyméry celulózy na stavbu vlákien, ktoré dávajú rastlinám potrebnú pevnosť. Lignínová zložka pôsobí ako lepidlo, ktoré drží spolu celulózové vlákna. Rozdiel v chemickom zložení je nielen medzi skupinou listnatých a ihličnatých drevín (Obr.1), ale aj medzi jednotlivými drevinami (Tab.1).
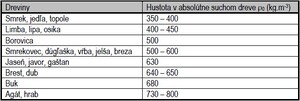
Každý druh materiálu má svoju špecifickú hustotu, rozdielnu od ostatných (Tab.2). Hustota významne ovplyvňuje mechanické a fyzikálne vlastnosti dreva. Vyššia merná hustota vstupného materiálu, predpokladá lepšie zhutnenie výsledného výlisku. Takže môžeme povedať, že hustota dreva nadobúda na význame pri jeho mechanickom a chemickom spracovaní, kde sa kladie dôraz na hmotnostné množstvo drevnej hmoty. Napríklad ťažké drevo je pevnejšie, tvrdšie a odolnejšie proti opotrebovaniu a mechanickému spracovaniu než ľahké drevo.
Hustotu dreva, a tým taktiež aj hmotnosť dreva, ovplyvňuje predovšetkým vlhkosť, šírka ročných kruhov a podiel letného dreva, poloha v kmeni a vek stromu. Hustota a hmotnosť dreva sa zvyšuje s vlhkosťou, pričom hmotnosť a objem dreva sa nemenia rovnako. Zatiaľ čo hmotnosť dreva sa zvyšuje so vzrastajúcou vlhkosťou až do jeho úplného nasýtenia, objem dreva sa zväčšuje len do bodu nasýtenia vlákien. Pri ďalšom priberaní vlhkosti nad túto hranicu sa objem dreva nemení. Ak je vlhkosť lisovaného materiálu veľmi malá a naopak veľmi veľká, t.z. mimo určitého optimálneho intervalu (8-15 %), častice materiálu nie sú súdržné a výlisok sa rozpadáva. Pri nízkych vlhkostiach zasa nedochádza k spekaniu materiálu, čo zabezpečuje tiež súdržnosť častíc materiálu vo výlisku. Výskumy a experimenty dokázali, že vlhkosť má vplyv aj na plastifikáciu lignínu. Teplota mäknutia lignínu však závisí aj od druhu dreviny z ktorej je izolovaný a aj od metódy izolácie. Teplota fázového prechodu lignínu z tuhého do plastického stavu je priamoúmerná jeho molekulovej hmotnosti a nepriamoúmerná obsahu vlhkosti. S hustotou dreva súvisí aj pórovitosť dreva. Pórovitosťou rozumieme objem pórov v jednotkovom objeme dreva. Pórmi myslíme dutiny vytvorené lúmenmi, prípadne medzibunkovými priestormi s polomerom kapilár nad 100 µm, a dutiny, ktoré sa nachádzajú v bunkových stenách jednotlivých elementov dreva s polomerom kapilár do 100 µm. Mechanické vlastnosti materiálov závisia aj od usporiadania tuhých častíc v priestore, teda od štruktúry materiálu. Štruktúra (vnútorná stavba) materiálu definuje charakter a geometrické usporiadanie pevných častíc a povahu väzieb medzi nimi. Tá závisí na počte a pevnosti kontaktných väzieb, ktoré sú dôsledkom veľkosti, tvaru, drsnosti a pevnosti tuhých častíc, povahy interakcie jednotlivých fáz, stavu partikulárnej látky, atď. Faktory, ktoré vymedzujú štruktúru materiálu možno deliť do troch skupín: charakter tuhých častíc, geometrické usporiadanie častíc a povaha väzieb medzi nimi. Do prvej skupiny patria predovšetkým individuálne a skupinové charakteristiky tuhých častíc. Je to pevnosť, zloženie a stavba tuhých častíc, ich veľkosť, tvar a drsnosť povrchu. Druhá skupina faktorov definuje geometrické usporiadanie tuhej fázy.

Najjednoduchším z nich je priemerná objemová hmotnosť a z nej odvodená pórovitosť. Treťou skupinou štruktúrnych charakteristík sú väzby medzi pevnými časticami. Pri partikulárnych látkach možno rozlíšiť dva typy väzieb: väzby vplyvom vonkajšieho zaťaženia (vrátane vlastnej tiaže), ktoré nazývame trecie väzby a väzby vyvolané vnútorným napätím, ktoré nazývame súdržnými väzbami. Tieto vznikajú na základe rôznych väzbových mechanizmov.
Z pohľadu lisovania je veľmi dôležité poznať zloženie materiálu, jeho štruktúru a veľkosti frakcie materiálu. Štruktúra a veľkosť frakcie výrazne vplývajú na väzbové mechanizmy, a tie svojou veľkosťou (silou) zasa vplývajú na samotné spojovanie – lisovanie. Ovplyvňujú plynulosť procesu zhutňovania a kvalitu výsledného zhutnenia. Častice materiálu sú v dôsledku pôsobenia vonkajších síl deformované a namáhané najmä v oblasti kontaktov. Z pohľadu zhutňovania je veľmi dôležité, aby popísané mechanizmy silových väzieb medzi časticami vznikli. Čím je vstupná frakcia väčšia, tým je väčší aj výkon potrebný na zhutnenie.

Výlisok má napriek tomu nižšiu homogenitu a pevnosť. S rastúcou veľkosťou klesajú väzobné sily, čo má za následok rýchli rozpad výlisku v procese horenia (výlisok rýchlejšie zhorí, čo je nevýhoda). Kvalita výlisku klesá a potrebný lisovací tlak rastie s nárastom veľkosti frakcie lisovaného materiálu. Pri lisovaní, ale hlavne pri lisovaní bez spojiva sa povrchové plochy zŕn majú dotýkať na najväčšej ploche. Veľkosť stykovej plochy zŕn rastie s rastúcou jemnosťou materiálu a lisovacím tlakom.

Dôležitá je aj výhrevnosť zhutňovaného materiálu, pretože čím vyššia je výhrevnosť vstupnej frakcie, tým je vyššia výhrevnosť zhutneného výlisku. Aby sme vedeli produkovať kvalitné výlisky z každého druhu dreva resp. materiálu, musíme tieto zákonitosti rešpektovať a prispôsobiť sa situácií. Preto je veľmi dôležité, aby sme vedeli povedať, aké technologické parametre je nutné zabezpečiť počas procesu lisovania, pre vylisovanie výlisku normou udávanej kvality. Keďže každý druh materiálu má iné mechanické, tepelné vlastnosti a iné chemické zloženie, je nutné experimenty urobiť postupne pre všetky druhy materiálu.
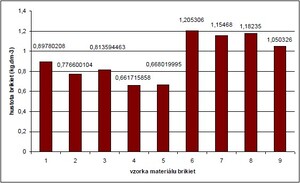
Všetky tieto popísané vlastnosti materiálov vplývajú na kvalitu procesu zhutňovania a kvalitu výlisku, ktorá je hodnotená hlavne hustotou. Na obrázku 5 si môžete všimnúť porovnanie niektorých hustôt brikiet z biologických aj nebiologických materiálov. Samozrejme, že nemôžeme hodnotiť kvalitu takýchto brikiet medzi sebou, však nakoniec každý materiál má trošku odlišný spôsob zhodnotenia a využitia. Pre niektoré brikety z určitých materiálov je hustota daná normami, pre iné kvalita výliskov vyplýva z požiadaviek nasledujúcej operácie (doprava, transport, balenie, spaľovanie, ...). Tento obrázok je pre ilustráciu, aké sú rozdiely medzi briketami z niektorých druhov materiálov.
Parametre ovplyvňujúce výslednú kvalitu výliskov a zhutňovací proces
Po podrobnej analýze vplyvu parametrov vieme, že na proces zhutňovania, resp. výslednú kvalitu výliskov vplývajú všetky nasledujúce parametre. Analyzované parametre sme rozdelili do troch skupín, pretože nie sú rovnakého charakteru. Prvá skupina parametrov súvisí s druhom lisovaného materiálu, druhá skupina parametrov súvisí s technológiou lisovania a tretia skupina zahŕňa v podstate všetky konštrukčné parametre:

Výskum procesu zhutňovania, experiment a výsledky
Samozrejme nie je možné navrhnúť a vykonať experimenty pre všetky uvedené parametre naraz a preto sme museli urobiť selekciu parametrov. Podmienky výberu boli jednoduché a jasné. Parametre, ktoré významne ovplyvňujú výslednú kvalitu výlisku a taktiež parametre, ktoré je možné reálne namerať. Podľa toho sme na našom pracovisku navrhli aj experimentálny stend. Na základe týchto podmienok sme zvolili z prvej skupiny jeden druh lisovaného materiálu s definovanou vlhkosťou a veľkosťou frakcie. Z parametrov lisovania sme zvolili, aj na základe podrobných analýz, lisovací tlak a teplotu v lisovacej komore.
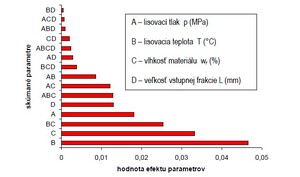
V prvej časti experimentu sme si zvolili borovicové piliny, ktoré sme na experimentálnom lisovacom stende lisovali do výliskov pri vopred nastavených podmienkach podľa navrhnutého experimentálneho plánu. Sledovali sme vplyv lisovacej teploty (rozsah 85-115 °C), lisovacieho tlaku (rozsah 95-159 MPa), vlhkosti frakcie (rozsah 8-12 %) a veľkosti frakcie (rozsah 1-4 mm) na hustotu výliskov. Experiment prebiehal v uvedených rozsahoch. Namerané a vypočítané údaje hustôt sme podrobili spracovaniu za pomoci známych matematicko-štatistických metód, tak aby sme boli schopný kvantifikovať význam a vplyv skúmaných parametrov a navrhnúť matematický model procesu zhutňovania borovicových pilín v danom rozsahu. Na nasledujúcom obrázku môžeme vidieť veľkosť vplyvu jednotlivých parametrov, vyplývajúci z nameraných údajov.


Následne sme navrhli matematický model procesu zhutňovania borovicových pilín pre daný rozsah. Týmto modelom sme získali nástroj pre efektívnu a rýchlu predikciu hodnôt výslednej hustoty výliskov, hodnôt lisovacích teplôt, hodnôt lisovacích tlakov, hodnôt vlhkosti vstupnej frakcie a hodnôt veľkosti vstupnej frakcie. Pomocou tohto navrhnutého matematického modelu sme boli schopný vytvoriť nasledujúce grafické závislosti hustoty výliskov od sledovaných parametrov (lisovacieho tlaku, vlhkosti materiálu a veľkosti frakcie materiálu) pri rôznych teplotných hladinách (obrázky 7, 8 a 9). Na základe zobrazených závislostí tvrdíme, že 4 sledované parametre majú veľký vplyv na výslednú kvalitu výliskov hodnotenú ich hustotou počas procesu zhutňovania. Z obr. 7 vyplýva, že hustota výliskov rastie s rastúcim lisovacím tlakom a s rastúcou lisovacou teplotu. Zobrazená závislosť ukazuje zmenu hustoty výliskov v oblasti lisovacích tlakov od 95 do 159 MPa a v intervale lisovacích teplôt od 85 do 115 °C. Lisovacia teplota a lisovací tlak sú parametre, ktoré sa navzájom výrazne ovplyvňujú a tým ovplyvňujú výslednú hustotu. Pri nižších lisovacích teplotách potrebujeme na vylisovanie výlisku danej hustoty vyššie lisovacie tlaky. Ak zvýšime hodnotu lisovacej teploty, na vylisovanie výlisku danej hustoty nám stačia nižšie tlaky. Závislosť na obr. 7 je toho jasným dôkazom. Potom je to len otázka pre konštruktérov zhutňovacích strojov, či sa vo svojich návrhoch vydajú smerom nižších lisovacích tlakov a vyšších lisovacích teplôt alebo naopak.
Pretože, ale lisovacia teplota má väčší vplyv na hustotu výlisku ako lisovací tlak, pri konštrukcií stroja by sme sa mali zamerať na reguláciu teploty lisovania. Na obr. 8 je zobrazená závislosť hustoty výliskov od vlhkosti vstupného materiálu pri rôznych lisovacích teplotách. Opäť je nutné poznamenať, že závislosť ukazuje zmenu hustoty výliskov v oblasti vlhkosti výliskov od 8 do 12 % a v intervale lisovacích teplôt od 85 do 115 °C. Závislosť nám hovorí o tom ako vplýva vlhkosť vstupného materiálu v kombinácií s lisovacou teplotou na výslednú hustotu výliskov. Vidíme, že s klesajúcou hodnotou vlhkosti materiálu a so stúpajúcou lisovacou teplotou rastie aj výsledná hustota výliskov. Súvisí to s lepšou plastifikáciou lignínu pri vyšších teplotách a plynulejším previazaním plastifikovaného lignínu s časticami materiálu počas pôsobenia lisovacieho tlaku.

Vplyv zmeny veľkosti frakcie v kombinácií so zmenou lisovacej teploty na výslednú hustotu výliskov je zobrazený na obr. 9. Závislosť ukazuje zmenu hustoty výliskov v oblasti veľkosti vstupnej frakcie od 1 do 4 mm a v intervale lisovacích teplôt od 85 do 115 °C. Vidíme, že so zmenšujúcou sa veľkosťou vstupnej frakcie a so stúpajúcou lisovacou teplotou rastie aj výsledná hustota výliskov. Menšia vstupná frakcia napomáha počas zhutňovania k lepšiemu previazaniu tuhých častíc materiálu s lignínom. Tuhé častice materiálu sa vzájomne dotýkajú. Preto so zmenšujúcou sa vstupnou frakciou sa zvyšuje veľkosť povrchu a počet atómov a tým aj dotyková plocha častíc. Zmenšovaním vstupnej frakcie, zmenšujeme póry medzi tuhými časticami a znižujeme pohybovú autonómiu častíc. Zhutňovaním takejto frakcie zvýšime pevnosť, tuhosť a hustotu výliskov.
Aj z týchto výsledkov je zrejmé, aký dôležitý je druh materiálu pri procese zhutňovania – či už je to briketovanie alebo peletovanie. Dokazuje to aj kvantifikovaná významnosť parametrov – lisovacia teplota a vlhkosť materiálu vplývajú najvýraznejšie. Lisovacia teplota síce priamo nie je parameter materiálový, ale výrazne vplýva počas zhutňovania na zmenu niektorých materiálových vlastností a ovplyvňuje aj štruktúru materiálu a chemické zloženie.

Po vyhodnotení experimentov pre borovicové piliny sme začali podobné experimenty aj s pilinami smrekovými, bukovými a dubovými. Porovnanie získaných závislostí hustoty výliskov z rôznych materiálov od lisovacieho tlaku pri určitej lisovacej teplote je zobrazené na obrázku 10. Závislosť na obr. 10 nám jasne dokazuje vplyv lisovacieho tlaku. Lisovací tlak je faktor, ovplyvňujúci hlavne pevnosť výliskov. Pevnosť výlisku je vyššia pri zhutňovaní kde pôsobia vyššie tlaky. Rastie až do medze pevnosti zhutňovaného materiálu. Pevnosť výliskov vplýva na trvanlivosť výliskov, pretože s nárastom pevnosti klesá náchylnosť na nasávanie atmosférickej vlhkosti pri dlhšom skladovaní. Taktiež je tu vidieť zreteľný vplyv druhu materiálu. Pri materiáloch s vyšších obsahom lignínu a celulózu – ihličnatých drevinách (smrek, borovica), boli dosiahnuté viditeľne vyššie hustoty ako pri listnatých drevinách (dub, buk).

Ak sa pozrieme na podobné závislosti (obr. 11) a porovnáme ich medzi sebou, jasne dokazujú vplyv lisovacej teploty na rôzne druhy materiálov. Vidíme, že každý materiál sa správa inak. Preto je veľmi dôležité nastaviť také podmienky pri zhutňovaní, aké si materiál vyžaduje. Čím vyššia je lisovacia teplota, tým menší lisovací tlak je nutné použiť na zlisovanie výlisku normou udávanej kvality. Tlak a teplota idú v procese zhutňovania „bok po boku“, ak zvýšime veľkosť tlaku môžeme si dovoliť mierne znížiť teplotu, a naopak ak zvýšime teplotu môžeme znížiť tlak. Pri náraste lisovacej teploty, klesá potrebný lisovací tlak a naopak.

Záver
Na základe prezentovaných vykonaných analýz a získaných výsledkov z experimentov sme jasne dokázali dôležitosť druhu lisovaného materiálu v procese zhutňovania. Parametre, ktoré ovplyvňujú a vstupujú do lisovacieho procesu, vyplývajú nielen zo samotného procesu lisovania, ale aj z procesov ktoré predchádzajú lisovaniu. Z procesov spracovania a prípravy materiálu – drvenia, triedenia a sušenia. Preto je veľmi dôležité poznať optimálne hodnoty parametrov, ktoré ovplyvňujú výslednú kvalitu výliskov pre rôzne druhy materiálov.
Poďakovanie
„Tento príspevok bol vytvorený realizáciou projektu „Vývoj progresívnej technológie zhutňovania biomasy a výroba prototypov a vysokoproduktívnych nástrojov“ (ITMS kód Projektu: 26240220017), na základe podpory operačného programu Výskum a vývoj financovaného z Európskeho fondu regionálneho rozvoja.“
Použitá literatúra
- KRIŽAN, P.: Proces lisovania drevného odpadu a koncepcia konštrukcie lisov, Dizertačná práca, SjF STU v Bratislave, ÚSETM, Bratislava, júl 2009, s.150
- POŽGAJ, A.; CHOVANEC, D.; KURJATKO, S.; BABIAK, M.: Štruktúra a vlastnosti dreva, Vydavateľstvo Príroda a.s., Bratislava, 1997, ISBN 80-07-00960-4, s.485
- KRIŽAN, P., MATÚŠ, M.: Vplyv druhu lisovaného materiálu pri zhutňovaní, In.: Zborník z Medzinárodnej konferencie Energetika Životní prostredí 2009, 07. – 08.09.2009, Ostrava, VŠB-TU v Ostrave, ISBN 97880- 248-2061-3, str. 47-52,
- KRIŽAN, P.; VUKELIĆ, Dj.: Vlastnosti niektorých druhov materiálov pri lisovaní, In.: Zborník z Medzinárodnej konferencie TOP 2009, Častá-Papiernička, 17.-19.06.2009, ISBN 978-80-227-3096-9, str. 289-296
- KOLLÁTH, Ľ.; KRIŽAN, P.; a kol.: Stanovenie parametrov vyrábaných brikiet pre EVPÚ a.s. Nová Dubnica, HZ č. EOU -001 -806/09, SjF STU v Bratislave, august 2009, s.16
Článek: Tisknout s obrázky | Tisknout bez obrázků | Poslat e-mailem
Související články:
Konštrukčné faktory v procese zhutňovania biomasy
Produkcia energetických štiepok z miestnej suroviny ako priama podpora rozvoja bioenergetiky v SR
Potenciál Slovenska pre LCF biorafinérie
Zobrazit ostatní články v kategorii Obnovitelné zdroje energie, Pelety a brikety, Spalování biomasy
Datum uveřejnění: 8.2.2012
Poslední změna: 6.2.2012
Počet shlédnutí: 13017
Citace tohoto článku:
KŘIŽAN, Peter, MATÚŠ, Miloš: Vplyv niektorých druhov drevných materiálov pri briketovaní a peletovaní. Sborník příspěvků ze semináře „Energie z biomasy X“, VUT v Brně, 2009, ISBN 978-80-214-4027-2
Komentáře:

|

|

|

|

|