Odborné články
Konštrukčné faktory v procese zhutňovania biomasy
Potreba zhutňovania materiálov sa vyskytuje v každom odvetví priemyslu. Či už sa výlisky využívajú na zníženie nákladov na dopravu, alebo na následné materiálové či energetické zhodnocovanie, sú technológie zhutňovania nevyhnutné. Zároveň sa na výlisky kladú čoraz vyššie kvalitatívne požiadavky. Príspevok sa zameriava predovšetkým na analýzu konštrukčných parametrov ovplyvňujúcich dosahovanie kvalitatívnych požiadaviek na výlisky z biomasy. Opísané princípy však možno aplikovať na široké spektrum zhutňovaných materiálov.
Kvalita výliskov z biomasy
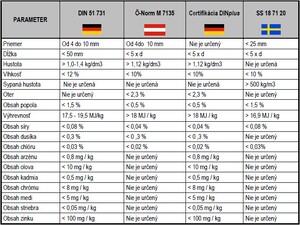
Kvalitu výliskov z biomasy ako alternatívneho biopaliva stanovujú normy. V súčasnosti ešte nie je v platnosti jednotná európska norma pre tuhé biopalivá. Z toho dôvodu pre stanovenie kvality výliskov z biomasy používajú európske krajiny svoje normy. Tie najvýznamnejšie a najúplnejšie sú pre porovnanie uvedené v tabuľke 1. Uvedené normy sú v eroregióne významné preto, lebo krajiny, ktoré sa nimi riadia, sú najväčšími producentmi tuhých biopalív a zároveň aj ich najväčšími spotrebiteľmi. To znamená, že ak producent z inej krajiny chce predať biopalivo v danej krajine, musí toto biopalivo spĺňať národnú normu kupujúcej krajiny.

Uvedené normy určujúce jednotlivé parametre kvality výliskov z biomasy sú pomerne prísne a nimi stanovené limity je možné dosiahnuť v prevažnej miere len lisovaním čistej drevnej hmoty. Ukazovatele kvality výliskov zhrnuté v tabuľke 1 možno rozdeliť na chemicko-termické a fyzikálno-mechanické. Chemicko-termické ukazovatele (obr. 1) stanovujú obsah jednotlivých chemických prvkov vo výliskoch, obsah popola, vlhkosť a výhrevnosť výliskov. Fyzikálno-mechanické ukazovatele (obr. 2) udávajú geometrické parametre výliskov, hustotu výliskov, oter a ich pevnosť v tlaku.
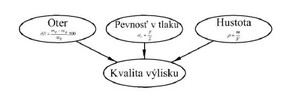
Chemicko-termické ukazovatele kvality výliskov sú dané vlastnosťami lisovaného materiálu. Je možné znižovať vlhkosť na zvýšenie kvality, ale ostatné parametre sú pevne viazané na materiál (chemické prvky viazané v biomase, obsah popola, výhrevnosť,...). Aj na fyzikálno-mechanické ukazovatele vplývajú vlastnosti lisovaného materiálu (pevnosť materiálu), ale tieto ukazovatele môžeme použitou technológiou ovplyvňovať. Najvýznamnejšími fyzikálno-mechanickými ukazovateľmi kvality, ktoré môžeme pozitívne ovplyvňovať vhodnou voľbou technológie, je ich hustota a oter. Minimálnu hodnotu týchto dvoch ukazovateľov kvality stanovujú spomínané normy.
Hustota výliskov ako biopaliva je ich najdôležitejším ukazovateľom kvality. Je dôležitá z hľadiska ich manipulácie. Výlisky musia byť súdržné, aby nevznikali trhliny a neoddeľovali sa jemné častice. So zvyšovaním hustoty výliskov z drevnej hmoty sa úmerne zvyšuje aj ich pevnosť. Výlisky s vyššou hustotou majú dlhšiu dobu horenia, čo je vzhľadom na ich primárnu úlohu ako paliva najvýznamnejšia vlastnosť. Vyššia hustota priaznivo ovplyvňuje tiež dlhotrvajúcu objemovú a tvarovú stálosť výlisku, ako aj znižuje schopnosť výlisku absorbovať vlhkosť zo vzduchu.
Oter sa bežne stanovuje len pre pelety, t.j. pre najmenšiu rozmerovú skupinu. To súvisí s požiadavkou zamedziť vzniku prachových častíc v procese automatizovanej dopravy takéhoto paliva, prípadne zamedzeniu výbuchu prachových častíc. Meranie oteru brikiet sa bežne nepoužíva, existujú však aj na jeho stanovenie normy. Veľkosť oteru je závislá predovšetkým od dosiahnutej hustoty výlisku.
Konštrukčné parametre v procese zhutňovania
Na základe hĺbkovej analýzy parametrov ovplyvňujúcich kvalitu výsledného výlisku môžeme tieto parametre rozdeliť na tri skupiny:
- a) Materiálové parametre
- b) Technologické parametre
- c) Konštrukčné parametre
Medzi majoritné konštrukčné parametre vplývajúce na kvalitu výliskov patria:
- priemer lisovacej komory
- dĺžka lisovacej komory
- materiál lisovacích nástrojov a ich drsnosť (súčiniteľ trenia medzi nástrojmi a lisovaným materiálom)
- kužeľovitosť stien lisovacej komory
- typ lisovacieho nástroja
- dĺžka ochladzovacieho kanála.
Význam a vplyv geometrie lisovacej komory a súčiniteľa trenia
Po vykonanej analýze môžeme konštatovať, že matematických modelov popisujúcich proces zhutňovania, hlavne popisujúcich vplyv konštrukčných parametrov neexistuje veľa. Napriek tomu môžeme na základe teórie jednoosového lisovania v uzavretej komore analyzovať vplyv zmeny dĺžky lisovacej komory a vplyv zmeny súčiniteľa trenia medzi lisovaným materiálom a lisovacou komorou.

Tlakové pomery vo valcovej lisovacej komore pri jednoosom lisovaní
Tlakové pomery v uzavretej lisovacej komore pri jednoosom lisovaní, kde protitlak je vyvolaný zátkou, sú znázornené na obr. 3. Tlakové pomery v lisovacej komore medzi piestom a zátkou, možno vysvetliť na elemente lisovaného materiálu dx, pričom sa jeho hmotnosť počas lisovacieho procesu zanedbá.
Z tlakových pomerov v lisovacej komore možno napísať rovnicu pre rovnováhu síl (1):

Pri lisovaní sypkých materiálov sa väčšinou vychádza z anizotropie tlaku (vyššie tlaky sú v smere kolmom). Pomer hlavných napätí (radiálnych σr / axiálnych σa) sa označuje ako zvyškový tlakový koeficient alebo horizontálny lisovací pomer λ. Pre disperzné materiály nadobúda λ hodnoty od 0 po 1.

Po dosadení vzťahu (2) do rovnice (1) a pre jej okrajové podmienky: dostaneme výsledný vzťah:

Táto rovnica (3) nám udáva vzťah medzi tlakom piesta a protitlakom pôsobiacim na lisovaný materiál. Tento vzťah možno uplatniť aj pri lisovaní v otvorenej lisovacej komore, kde protitlak je tvorený statickým trecím odporom medzi už zlisovaným materiálom pretláčaným cez lisovaciu komoru a stenami tejto komory. Z tohto vzťahu možno ďalej vychádzať pri určovaní veľkosti potrebného protitlaku na lisovaciu operáciu a určenie statického trecieho odporu pretláčaného stĺpca, ktorý už bol zlisovaný. Kombináciou súčiniteľa trenia a dĺžky lisovacej komory teda vieme zabezpečiť potrebný protitlak pri otvorených komorách.
Vychádzajúc zo vzťahu (3) je zrejmé, že zväčšením koeficientu väzbového trenia exponenciálne rastie protitlak na lisovaný materiál. Rovnako exponenciálne narastá protitlak aj po kladnej zmene dĺžky lisovacej komory. Naopak, zmenšovaním priemeru lisovacej komory protitlak exponenciálne klesá. Konštatujeme, že súčiniteľ väzbového trenia medzi lisovaným materiálom a lisovacom komorou, dĺžka lisovacej komory a taktiež jej priemer majú podľa matematického modelu výrazný vplyv na výslednú kvalitu výliskov. Preto je nutné uvažovať o experimentálnom overení týchto výsledkov a hľadať ich optimalizáciu.
Vplyv kužeľovitosti stien lisovacej komory
Pri pretláčaní lisovaného materiálu cez kužeľovú komoru dochádza k viacosovému lisovaniu, a teda aj k zvýšeniu kvality výliskov v podobe vyššej hustoty ako aj jeho mechanických vlastností, ale zároveň dochádza k vyššiemu opotrebeniu nástrojov. Z tohto dôvodu je potrebná podrobná matematická analýza ako ja experimentálna verifikácia a následná optimlizácia geometrie.
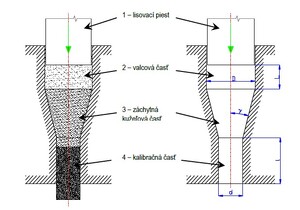
Pre analýzu vplyvu zmeny kužeľovitosti stien lisovacej komory využijeme teóriu dopredného pretláčania ako základnú technológiu objemového tvárnenia kovov za studena. Rozloženie síl a tlakov pri doprednom pretláčaní môžeme označiť za najbližšie k technológii zhutňovania. Teóriu dopredného pretláčania a opis tlakových pomerov v lisovacej komore uvedieme pre najjednoduchší prípad pretláčania, kde prietlačnica (lisovacia komora) pozostáva z troch častí (obr. 4). Takýto typ lisovacej komory je často využívaný aj v konštrukciách zhutňovacích strojov.
- 1 – lisovací piest
- 2 – valcová časť
- 3 – záchytná kužeľová časť
- 4 – kalibračná časť
Valcová časť (2) je vstupný zásobník pre proces lisovania. Do tejto časti je privádzaný materiál, ktorý sa vplyvom vonkajšej sily vyvodenej lisovacím piestom (1) začína zhutňovať. Záchytná kužeľová časť (3) nazývaná tiež redukčná je časť lisovacej komory, v ktorej prebieha základná deformácia východiskového materiálu, dochádza tu vplyvom vonkajšej sily a vplyvom kužeľového tvaru k viacosovému zhutneniu. Vo výpustnej valcovej časti, nazývanej tiež kalibračná je výlisok držaný určitú dobu pod tlakom. Doba výdrže je nutná súčasť lisovacieho procesu, kvôli zmenšeniu vplyvu vznikajúcich dilatácií. Kalibračná časť dáva výlisku konečný tvar a udržuje ho ešte pod tlakom a teplotou, čo je vhodné kvôli zamedzeniu rýchleho rozpadu výlisku po opustení kužeľovej časti. Výlisok, ktorý vychádza cez valcovú kalibračnú časť komory sa už mení veľmi málo.
Výsledný vzťah pre výpočet tvárniaceho (lisovacieho) tlaku pre lisovaciu komoru je uvedený ako súčet lisovacích tlakov jednotlivých častí lisovacej komory. Pri opise tlakových pomerov v lisovacej komore podľa základnej teórie dopredného pretláčania začneme pri valcovej kalibračnej časti (4). Potrebný pôsobiaci tlak na priereze valcovej kalibračnej časti komory (4)

kde:
- f4 – súčiniteľ trenia pre časť(4) [-]
- σk4 – medza klzu materiálu, pri doprednom pretláčaní kovov; protitlak na lisovaný materiál [MPa]
- d – priemer kalibračnej časti (4) [mm]
- l – dĺžka kalibračnej časti (4) [mm]
Pre rozloženie tlakov v kužeľovej záchytnej časti (3) platí nasledujúca rovnica (5). Táto rovnica však platí iba pre lisovacie komory s malými uhlami γ (pre γ ≤ 30°).

kde:
- f3 – súčiniteľ trenia pre časť (3) [-]
- σk3 – medza klzu materiálu pri doprednom pretláčaní kovov; protitlak na lisovaný materiál [MPa]
- γ – kužeľovitosť steny časti (3) [°]
- S – plocha prierezu valcovej časti (2) [mm2]
- s – plocha prierezu valcovej časti (4) [mm2]
Tlak na lisovacom pieste pôsobiaci vo valcovej časti (2) sa vypočíta nasledovným vzťahom:

kde:
- L – vzdialenosť medzi piestom a spodným koncom valcovej časti (2) [mm]
- D – priemer valcovej časti (2) [mm]
Výsledný vzťah pre výpočet tvárniaceho (lisovacieho) tlaku pre lisovaciu komoru na obr. 11 získame, keď dosadíme do rovnice (6) hodnotu p3 z rovnice (5) a p4 z rovnice (4)

Tento jednoduchý postup nám umožňuje navrhnúť vhodný, optimálny tvar lisovacej komory. Taktiež nám dáva možnosť vypočítať pôsobiaci lisovací tlak v lisovacej komore. Nakoľko tvar lisovacej komory má rozhodujúci vplyv na výslednú kvalitu výlisku, je dôležité zaoberať sa optimalizáciou lisovacej komory. Z uvedeného vyplýva, že vyššie uvedené konštrukčné parametre majú výrazný vplyv na výslednú kvalitu výliskov, a preto bude potrebné sa v blízkej budúcnosti zaoberať experimentmi na zistenie ich vplyvu. Verím, že naše teoretické tvrdenia sa potvrdia aj výsledkami experimentov. Následne však výsledky experimentov chceme overiť v praxi na zhutňovacích strojoch.
Vplyv druhu lisovacieho nástroja na kvalitu výliskov
V prípade zhutňovania biomasy pre energetické účely možno rozdeliť technológie na briketovanie a peletovanie. V prípade peletovanie je princíp takmer totožný pri rôznych typoch peletovacích strojov. Materiál sa vždy pretláča cez otvory v matrici prostredníctvom po matrici sa odvaľujúcim nástrojom. Vzhľadom na malé rozmery peliet je zbytočné rozoberať ich vnútorné poruchy v závislosti od typu peletovacieho stroja. V prípade technológie briketovania je situácia odlišná. Výlisky sú väčšie, a teda ich vnútorné poruchy sú výraznejšie a značne ovplyvňujú kvalitu, t.j. pevnosť a mechanické vlastnosti týchto výliskov. Pri briketovaní môžeme princíp lisovania rozdeliť na tri skupiny, pričom každý princíp má svoj špecifický lisovací nástroj a iný vplyv na kvalitu výliskov.
Lisovací piest hydraulického lisu
Pri briketovaní biomasy na hydraulickom lise dochádza k lisovaniu v uzavretej komore celého objemu materiálu potrebného na vytvorenie jedného výlisku naraz – na jeden zdvih piesta (obr. 5). Pri tomto princípe briketovania je možné vytvárať rôzne tvary výliskov. So zväčšovaním dĺžky výlisku materiál prestáva byť homogénne zhutnený v celom objeme a vznikajú poruchy v štruktúre výlisku, čo nepriaznivo pôsobí na jeho kvalitu. Vznikajú vo výlisku trhliny (obr. 6) a nie je dosiahnutý vysoký stupeň zhutnenia v celom objeme, a teda nielen hustota, ale predovšetkým mechanická pevnosť výlisku sa výrazne zhoršuje.

Lisovací piest mechanického lisu
Tvorba výlisku na mechanických lisoch s lisovacím piestom prebieha v otvorenej lisovacej komore, kde je materiál lisovaný a pretláčaný cez lisovaciu hubicu prostredníctvom lisovacieho piesta. Týmto princípom je biomasa zhutňovaná do plného valcového nekonečného výlisku, ktorý je následne delený na požadovanú dĺžku (obr. 7). Výlisok je tvorený lisovaním materiálu prostredníctvom priamočiareho vratného pohybu piesta, čím je pri každom zdvihu piesta vytvorená istá tenká časť výlisku – jeden plát. Súdržnosť jednotlivých častí zabezpečuje špeciálne tvarovaný koniec piesta, ktorý preráža jednotlivé časti a vytvára tak medzi nasledujúcimi časťami výlisku spoj tvarovým stykom. Keďže výlisok vzniká spájaním jednotlivých častí, vznikajú poruchy súdržnosti (trhliny) práve na rozhraní jednotlivých častí výlisku (obr. 8), čo znižuje kvalitu výlisku – najmä jeho mechanickú pevnosť.


Lisovacia závitovka
Briketovaním biomasy prostredníctvom lisovacej závitovky sa dosahuje najlepšia kvalita výliskov. Je možné vytvárať rôzne tvary výliskov, od valcových cez n-uholníkové, s dierou alebo bez nej (obr. 9). Materiál nie je zhutňovaný po častiach, ale kontinuálne, čím nevznikajú poruchy v štruktúre výliskov. Výlisok vzniká ako nekonečný, ktorý sa následne delí na požadované dĺžky. Kontinuálne lisovanie materiálu zabezpečuje vysoký stupeň zhutnenia a vysokú úroveň mechanických ukazovateľov kvality výliskov (obr. 10).


Každý princíp briketovania využívajúci iný typ lisovacieho nástroja má svoje výhody aj nevýhody. Nie vždy je pri výbere typu princípu briketovania rozhodujúca kvalita výlisku. Producenti musia zvážiť aj výrobné a investičné náklady na jednotku zhutneného materiálu, aby boli na trhu s biopalivami konkurencieschopní. Preto sa ja my snažíme o výskum v tejto oblasti, aby sme vedeli posunúť kvalitu výliskov vyššie, ktorá však nesmie ísť na úkor ceny, ak majú byť biopalivá úspešne využívané a postupne konkurencieschopné fosílnym palivám.
Vplyv dĺžky ochladzovacieho kanála na kvalitu výliskov
Aj dĺžka ochladzovacieho kanála má vplyv na výslednú kvalitu výliskov z biomasy. Podstata vychádza so samotného procesu lisovania biomasy, kde za vysokého tlaku (okolo 120 MPa) a pomerne vysokej teploty (90 až 120 °C) je tento materiál lisovaný pretláčaný cez lisovaciu komoru. Pri pôsobení tlaku a teploty lignínová zložka obsiahnutá v biomasy plastifikuje, je vytláčaná z bunečných štruktúr, obaľuje pevné častice a tvorí medzi nimi spojivo. Po pretlačení výlisku z lisovacej komory je výlisok horúci, plastický, lignínová zložka nestuhnutá. Je nevyhnutné vytvoriť podmienky na jej vychladnutie a stuhnutie pod tlakom, aby nedošlo k rozpadu výlisku. Túto podmienku zabezpečuje ochladzovací kanál, ktorý drží tvar výlisku pod miernym tlakom (omnoho nižším ako je v lisovacej komore), až kým výlisok neochladne a lignín nestuhne. Len vtedy je možné dosiahnuť kvalitný výlisok. Ochladzovací kanál ako samostatne stojace zariadenie je používaný pri technológii briketovania. Pri peletovaní je tento kanál súčasťou matrice, cez ktorú je materiál pretláčaný a tvorí pokračovanie otvoru v matrici za lisovacou časťou otvoru. Veľkosť prierezu kanála je daná veľkosťou prierezu výlisku – je mierne zväčšený oproti prierezu lisovacej komory, kvôli zníženiu trenia a miernej dilatácii výlisku po vytlačení z lisovacej komory. Dĺžka ochladzovacieho kanála je závislá od intenzity chladnutia výlisku (teplota prostredia, veľkosť prierezu výlisku, lisovacia teplota).
Záver
Zhutňovanie je technológia, na ktorú vplýva množstvo faktorov. Najviac premenných do procesu zhutňovania prináša samotný materiál, jeho druh, štruktúra, chemické zloženie, mechanické vlastnosti, vlhkosť. Pre každý druh zhutňovaného materiálu je potrebné hľadať a nastavovať vhodné technologické parametre pre dosiahnutie požadovanej kvality výliskov. Rovnako s každým druhom lisovaného materiálu je potrebné hľadať a upravovať aj konštrukčné parametre produkčných strojov. Správna voľba konštrukčných parametrov je podmienkou vzniku výliskov vysokej kvality. Preto je potrebné sa zaoberať hĺbkovou analýzou týchto parametrov, experimentálnymi skúškami a následne verifikáciou návrhov opatrení. Pre každý druh zhutňovaného materiálu bude potrebné opakovať celý výskum, avšak postupným napĺňaním databázy výsledkov a ich aplikovaním v praxi bude možné výrazne prispieť k progresii vo výrobe výliskov nielen z biomasy pri znižovaní výrobných a investičných nákladov.
Poďakovanie
„Tento príspevok bol vytvorený realizáciou projektu „Vývoj progresívnej technológie zhutňovania biomasy a výroba prototypov a vysokoproduktívnych nástrojov“ (ITMS kód Projektu: 26240220017), na základe podpory operačného programu Výskum a vývoj financovaného z Európskeho fondu regionálneho rozvoja.“
Použitá literatúra
- [1] Ő-Norm M 7135:2000 Presslinge aus naturbelassenem Holz oder naturbelassener Rinde. Pellets und Briketts; Anforderungen und Prűfbestimmungen.
- [2] DIN 51731:1996 Prüfung fester Brennstoffe. Presslinge aus naturbelassenem Holz. Anforderung und Prüfung.
- [3] KRIŽAN, P.: Výskum konštrukčných parametrov v procese zhutňovania. In.: Zborník z konferencie Strojné inžinierstvo 2008, Bratislava, ISBN 978-80-227-2987-1, str. IV – 26.
- [4] HORRIGHS, W. Determining the dimensions of extrusion presses with parallel-wall die channel for the compaction and conveying of bulk solids. In Aufbereitungs-Technik : Magazine. Duisburg, 1985, no. 12.
- [5] STOROŽEV, M.V.; POPOV, J.A.: Teória tvárnenia kovov. Alfa Bratislava, SNTL Praha, 1978, 63-560-78, str. 488.
Článek: Tisknout s obrázky | Tisknout bez obrázků | Poslat e-mailem
Související články:
Vplyv niektorých druhov drevných materiálov pri briketovaní a peletovaní
Dřevěné pelety a brikety aneb čím si v zimě zatopíte?
Dřevěné (dřevní) pelety
Pelety z biomasy - dřevěné, rostlinné, kůrové pelety
V době, kdy plyn opět zdražuje, představují pelety levnou příležitost
Kvalita pelet - certifikace a normy pro pelety
Zobrazit ostatní články v kategorii Obnovitelné zdroje energie, Pelety a brikety, Spalování biomasy
Datum uveřejnění: 15.2.2012
Poslední změna: 8.2.2012
Počet shlédnutí: 15380
Citace tohoto článku:
MATÚŠ, Miloš, KŘIŽAN, Peter: Konštrukčné faktory v procese zhutňovania biomasy. Sborník příspěvků ze semináře „Energie z biomasy X“, VUT v Brně, 2009, ISBN 978-80-214-4027-2
Komentáře:

|

|

|

|

|