Odborné články
Zpracování veterinárního asanačního odpadu anaerobní technologií
Veterinární asanační odpady představují v poslední době závažný zpracovatelský problém. Všeobecný nařízený i dobrovolný odklon od krmivového využívání masokostních mouček (MKM) znamená obecný trend k nadprodukci těchto výrobků z veterinárních asanačních jednotek. Zcela zvláštní pozici pak zaujímají MKM z asanačních provozů se zvláštním režimem, kde jsou zpracovávány odpady a kadavery podezřelé z přítomnosti infekčních chorob anebo z možného transferu BSE syndromu. Tyto odpady jsou po zpracování na MKM zneškodňovány výhradně spalováním. Spalovací procesy sice bezpečně zajistí destrukci jakýchkoliv nositelů nákazy, avšak jsou zdrojem dalších problémů v oblasti ochrany životního prostředí. MKM obsahují ve svém složení velmi vysoké obsahy organicky vázaného dusíku, ponejvíce v podobě amino skupin na bílkovinných substrátech. Aminový dusík je při záhřevu primárně uvolňován jako amoniak, který však ve spalovacích procesech může ve významné míře být oxidován až na NOx.

Pokud je spalovací proces veden jako spoluspalování např. v cementářské peci může být díky vysoké teplotě i podíl vzniklých NOx relativně vysoký. Minerální složky MKM jsou tvořeny v převažující míře fosforečnanem vápenatým a je pouze otázkou poměrného zastoupení MKM v palivu, nakolik mohou tyto komponenty ovlivnit kvalitu cementářského slínku. Buď jak buď je však tento biologicky cenný fosfor ztracen z aktivního zemědělského využití.
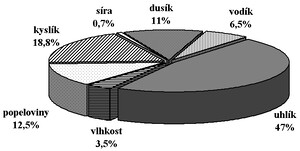
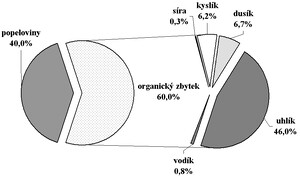
Složení MKM se může výrazně lišit především v obsazích minerálních podílů podle povahy zpracovávaných vstupů. Moučky s vyšším podílem kostí vykazují i více jak dvojnásobné obsahy minerálních látek (viz. obr. 1 a obr. 2). Doplňující pohled na složení MKM poskytuje diagram skupinového složení znázorněný na obr. 3.

Částečným řešením shora uvedených problémů s emisemi NOx může být pyrolýza MKM. Mezi významné výhody pyrolýzy patří především ta skutečnost, že i v tomto případě se jedná o absolutní hygienizaci materiálu, neboť proces tepelného rozkladu za nepřístupu vzduchu probíhá za teplot 450 – 600 °C. Významný podíl při pyrolýze vzniklého amoniaku může být z technologie separován jako uhličitan amonný, využitelný pro hnojivové účely. Ke stejnému účelu může být s výhodou využit i tuhý pyrolýzní zbytek. Vysoká sorpční schopnost uhlíkaté matrice zbylé na minerálních složkách se účinně uplatní při záchytu rozpustných a koloidních složek z půdních výluhů. Současně je do půdy vracen fosfor v podobě velmi málo rozpustných vápenatých solí k dlouhodobému využití. Složení pyrolýzních produktů z MKM (obr. 1) je uvedeno na obr. 4.

Mezi zásadní nevýhody pyrolytického procesu patří produkce vodně dehtové fáze a nutnost specializovaného čištění vzniklého plynu. Technologicky působí největší potíže v plynových cestách krystalizující uhličitan amonný, který je třeba účinně vypírat a matečné louhy po jeho krystalizaci vracet do zpracování. Zaolejované odpadní vody je nutno spalovat, neboť jakékoliv pokusy o separaci a čištění dehtu a vody narazí na ekonomicky velmi náročné problémy. Pyrolýzní vody obsahují mimo jiné i deriváty pyridinu, které je jako nebezpečné látky nutno zneškodňovat přednostně. Trimethylpyridiny dokonce získaly své triviální pojmenování „kolidiny“ právě proto, že byly izolovány z pyrolýzy klihu a kostí. Pokud pyrolýza zvládne veškerá tato úskalí ve vlastním zpracování páchnoucích a nebezpečných meziproduktů, nabízí ale energeticky zcela soběstačný zdroj hnojivových substrátů. Pro vlastní otopy i spotřebu elektrické energie je v pyrolýzním plynu a dehtu dostatečná zásoba energie. Je však jasné, že pyrolytická zařízení jsou investičně podstatně náročnější než jsou konkurující procesy spalovací. Je to však nezbytně nutná cena za ekologicky výhodnější zpracování MKM při současném zisku prakticky veškerého fosforu k recyklaci do půd a při snížení emisí NOx o zhruba 30 – 50 %. Tuhý pyrolýzní zbytek může být zpracován jako komponenta do kompostárenských směsí, kde se uplatní jak jeho sorpční schopnosti, tak i obsah vázaného fosforu (obr. 5).
V porovnání s oběma „termickými“ procesy oxidativními i reduktivními nabízí technologie anaerobní fermentace téměř ideální podmínky pro bezpečné zpracování MKM. Klíčem k úspěchu těchto procesů je snadná biologická rozložitelnost proteinových substrátů společenstvy acidogenních, syntrofních a methanogenních mikroorganizmů. Jako primární bezpečnostní opatření je možno aplikovat ještě předběžné termické napadení vstupních materiálů. I kdybychom považovali procesní teploty v technologii veterinární asanace v rozmezí 130 – 140 °C za nedostačující pro destrukci bílkovinných složek, je možné doplnit proces anaerobní fermentace ještě jedním hygienizačním stupněm. Termické procesy předcházející vlastní karbonizaci (pyrolýze) bývají nazývány „bertinizací“, což je vlastně prvý stupeň tepelného rozkladu uvolňující z reagujícího substrátu plyny. U dřeva a tuhých paliv leží oblast „bertinizace“ v rozmezí teplot cca 150 – 280 °C, u MKM však rozklad počíná ještě dříve. Základní požadavek termické předúpravy MKM je ten, aby počínající pyrolytické procesy hluboce napadly struktury bílkovinných složek, avšak nelze připustit takové přehřátí, kdy již dochází k tvorbě dehtů a ke vzniku dusíkatých heterocyklů. Tyto látky by již významně mohly inhibovat následující pochody ryze biologického rozkladu. Podle výsledků předběžných testů se bertinizační teploty u MKM musí pohybovat v rozmezí teplot nepřekračujících 150 – 170 °C. Nelze však obecně tvrdit, že předprocesní zpracování MKM bertinizací je nezbytně nutné.
Procesy anaerobní fermentace odbourávají základní biologicky rozložitelné substráty simultánně, přičemž bílkoviny patří mezi složky velmi dobře rozložitelné. V procesu anaerobní fermentace může být totálně rozloženo 40 – 60 % hm. (anebo i více) z veškeré organické hmoty substrátu, podle doby zdržení (hydraulického retenčního času) a aktivity methanogenních bakterií. Tukové složky obsažené v MKM jsou rovněž velmi účinně odbourávány s vysokými výtěžky plynu. Obecně je anaerobní biomethanizace ideálně vhodná v tzv. kofermentačním zapojení, kdy společně s MKM jsou zpracovávány i další substráty, jejichž účelem není jen udržování stabilních mikrobiologických podmínek pro provoz reaktoru, ale též docílení optimální kvality tuhého zbytku odvodňovaného na kompostový substrát.
Masokostní moučky obsahují relativně vysoké koncentrace minerálních složek tvořených převážně fosforečnanem vápenatým. Vlastní fosfor z tohoto zdroje představuje více než dostatečnou zásobu pro potřeby acidogenních, syntrofních i methanogenních bakterií.
Biologicky nezpracovaný fosfor a přebytečný vápník přecházejí do tuhého zbytku jako nerozpustné fosfáty a karbonáty.
Pro současně probíhající výzkum a vývoj je jedním z důležitých úkolů stanovení limitního odbourání biomasy MKM v závislosti na reakčním čase a to jak u masokostních mouček samotných, tak i u jejich směsí s materiály celulózového typu. Poměrně vysoká produkce amoniaku pocházejícího právě z deaminace proteinových struktur může být jediným významnějším zdrojem problémů. Odčpavkování fugátů i procesy nitrifikace v čištění odpadních vod však lze považovat za technologicky ověřené a zvládnuté.
Pro úspěšnou aplikaci biomethanizace ke zpracování MKM je nutná spolupráce s referenční laboratoří veterinárně hygienické kontroly, která musí potvrdit úplnou hygienizaci reakčního tuhého zbytku a možnost jeho bezpečného návratu do zemědělského půdního fondu. Dosavadní zkušenosti s provozem biomethanizačních technologií k těmto potvrzením dávají ty nejlepší předpoklady. MKM se pak mohou stát z problematického odpadu dobrou energetickou surovinou i zdrojem dobře fixovaného fosforu pro hnojivové substráty.
Praktické laboratorní zkoušky zpracování MKM byly provedeny jako součást řešení grantového projektu č. 104/02/0410 a za poskytnutí podpory je tímto vysloveno poděkování Grantové agentuře České republiky.
Příspěvek byl původně publikován ve sborníku ke konferenci "Možnosti výroby a využití bioplynu v ČR, 2002". Na letošní ročník tradiční konference v Třeboni, která proběhne ve dnech 13.-14. října 2005 se můžete zaregistrovat na stránce http://trebon.biom.cz.
Článek byl publikován ve sborníku k akci: Možnosti výroby a využití bioplynu v ČR.
Tweet
Článek: Tisknout s obrázky | Tisknout bez obrázků | Poslat e-mailem
Související články:
Evropské priority výzkumu nakládání s organickými odpady v letech 2007 až 2013
Využití odpadů v zemědělství
Bioplyn z odpadů živočišné výroby
Hygienizace bioodpadů a výroba bioplynu
Požadavky na zpracování materiálů v závodech na výrobu bioplynu
Legislativa bioodpadů - kompostování v praxi
Zobrazit ostatní články v kategorii Bioodpady a kompostování
Datum uveřejnění: 19.9.2005
Poslední změna: 18.9.2005
Počet shlédnutí: 20921
Citace tohoto článku:
STRAKA, František, KUNČAROVÁ, Marcela, MUSILOVÁ, Marie: Zpracování veterinárního asanačního odpadu anaerobní technologií. Biom.cz [online]. 2005-09-19 [cit. 2026-08-01]. Dostupné z WWW: <https://biom.cz/cz/odborne-clanky/zpracovani-veterinarniho-asanacniho-odpadu-anaerobni-technologii>. ISSN: 1801-2655.
Komentáře:

|

|

|

|

|