Odborné články
Biobutanol – vhodnější náhrada benzinu
Abstrakt
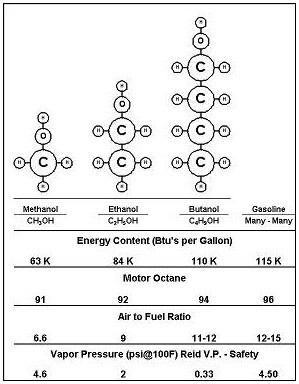
Butanol je čtyřuhlíkový alkohol, který se dosud vyrábí hydratací butanu a je používán v průmyslu jako ředidlo. Nově se získává patentovaným dvoustupňovým kvasným procesem z biomasy upravenými kvasinkami Clostridium tyrobutyricum a Clostridium acetobutylicum. Je až o 30% výhřevnější než bioethanol a jen o 5% méně výhřevný než benzin, se kterým se může mísit v širokém poměru. Cenově i vlastnostmi je srovnatelný s benzinem. Firmy DuPont a BP staví závod na výrobu biobutanolu v množství 41 tis.tun za rok a připravují k využití čerpací stanice na prodej butanolu už koncem roku 2007.
Úvod
Butanol je čtyřuhlíkový alkohol, čtvrtý v řadě základních alkoholů (metanol, ethanol, propanol, butanol). Jeho molekula má dvojnásobný počet atomů uhlíku a vodíku než ethanol, což se projevuje vyšší energetickou hustotou a až o 30% vyšší výhřevností. Svými vlastnostmi se přibližuje benzinu. Dnes je významnou komoditou, průmyslovým ředidlem vyráběným hydratací z butanu, ve světě v množství 14,44 mil. hektolitrů ročně. Při motorových zkouškách se prokázaly velmi dobré palivové vlastnosti butanolu a na základě požadavků neustálého zvyšování podílu náhrady fosilních paliv biopalivy byly ukončen dlouhodobý vývoj v USA a VB. Nové biotechnologie se už zavádějí co výroby kapalných paliv.
Butanol je alkohol, který se může přimíchávat do motorových fosilních paliv v širokém poměru. Spálením v motorech produkuje podstatně méně SOx, NOx nebo CO než fosilní kapalná paliva. Emise CO2 a H2O nejsou škodliviny, jen se vrací do přírody, ze které byly rostlinami přijaty v době vegetace.
Butanol je mnohem bezpečnější z hlediska manipulace, má hodnotu ψ (psí dle Reida) 0,33 , což je fluidní hodnota odpařování – v porovnání s benzinem, který má hodnotu ψ (psí) 4,5 nebo ethanolem s ψ (psí) hodnotou 2,0. Butanol jako motorové palivo je proto vhodný zejména pro teplejší oblasti. Mnohem méně korosivně napadá kovové nádrže, potrubí a může být dopravován a distribuován běžnými, existujícími produktovody, cisternami a čerpacími stanicemi. Není hygroskopický jako ethanol.
Historie výroby butanolu
Butanol, aceton a další organické látky doprovázejí v malém množství ( 1-2%) každý kvasný proces, i výrobu ethanolu (tzv. přiboudliny, dokapy). K výrobě butanolu, byly používány jiné mikroorganismy než pro výrobu ethanolu a to kvasinky Clostridia acetobutylicum už v roce 1916 při fermentaci zrnin na butanol, ethanol a za I. světové války ceněný aceton. Byl to Ing. Chime Wizemannem, žák Luise Pastéra, který prvně izoloval tyto mikroby vyrábějící hlavně aceton s velkým přídavkem butanolu a ethanolu. Anglie získala tohoto biologa a práva k výrobě acetonu pro výrobu výbušnin metodou ABE. S rostoucí potřebou velkého množství průmyslových ředidel v souvislosti s rozvojem automobilového průmyslu, se stal od roku 1927 butanol hlavním výrobkem a aceton se stal výrobkem vedlejším. Později se však butanol z ekonomických důvodů přestal vyrábět kvasnými procesy. Fosilní suroviny a technologie byly levnější (barel ropy za 3 $).
Stávající biotechnologie výroby „ABE“
Biotechnologie „ABE“ je průmyslovou technologií využívající fermentace zrnin k výrobě acetonu, butanolu a ethanolu pomocí mikroorganismů Clostridium acetobutylicum. Postupně se stala velmi rozšířeným průmyslově-biologickým procesem. Od roku 1950 se postupně omezovala v důsledku velmi nízkých cen ropy a butanol se až dosud vyrábí převážně chemickou cestou z ropy, resp. z odpadů při zpracování ropy. Butanol se stal důležitým průmyslovým ředidlem, ale je i potenciálně lepší pohonnou látkou a lepší „zlepšovatel“ benzinu než ethanol. Současná cena butanolu jako průmyslového ředidla je však relativně vysoká ($ 3,75 za galon, tj. 22,2 Kč/litr). Roční objem světové výroby je 14,4 mil.hektolitrů. Očekává se, že výroba butanolu ze stále dražší ropy bude postupně nahrazována výrobou z levnějších druhů biomasy a k tomu se zaměřil i výzkum.
Při typické stávající ABE fermentaci vznikají činností mikroorganismů Clostridium acetobutyricum jako první kvasné produkty nejprve kyseliny: máselná, propionová, mléčná, octová, klesá pH a metabolický “motýlek“ se mění a vznikají butanol, aceton, isopropanol a ethanol.
Při běžné kvasné technologie zpracování glukózy (ABE) je podíl butanolu v konečném produktu velmi nízký, většinou do 15%, vyjímečně kolem 25%. Rozsah jeho výroby je limitován biologickým omezením, protože butanol i při nízké koncentraci (1,5 až 2%) v roztoku, inhibituje růst a činnost mikroorganismů a zastavuje celý fermentační proces. Běžně je při ABE procesu podíl butanolu ve fermentovaném materiálu nižší než 1,3%. Proto hlavním výrobním problémem u této technologie bylo soustavné odstraňování butanolu ze zpracovávaného materiálu už v průběhu výroby. (Ethanol působí negativně na kvasné mikroorganismy ve fermentované směsi až při koncentraci 15 – 16%.
Fermentová výroba butanolu klesala v období od roku 1940 do roku 1950 hlavně proto, že se začal vyrábět z ropy (odpadový butan), která byla podstatně levnější, než byly dosavadní zemědělské suroviny (škrob a cukr) z kukuřice nebo melasy. Pracovně nákladná „dávková“ fermentace suroviny v nádržích spojená s relativně nízkou výtěžností přispívaly k rasantnímu poklesu tohoto způsobu výroby butanolu.
Velkovýroba butanolu z biomasy skončila v roce 1950, ale neskončil výzkum. V posledních 20 letech bylo uskutečněno mnoho pokusů zvýšit výtěžnost butanolu v rámci technologie ABE, jako nejcennějšího výsledku fermentace. Ověřovala se recyklace mikroorganismů, koncentrace mikroorganismů s cílem zvýšit produkci, extrakci butanolu (již v průběhu fermentace) s cílem omezit inhibiční činnost vyššího procenta butanolu ve fermentovaném materiálu. Přes veškerou intenzivní badatelskou činnost se nepodařilo zvýšit obsah butanolu při fermentaci nad 2%, (nad 4,46 g/L/h) a jeho výtěžnost z glukosy nepřekračovala 25%. Zlepšení technologie ABE zůstávalo dlouhodobým nedosaženým cílem kvasného průmyslu. Hledaly se nové způsoby fermentace a zejména nové vhodnější (i geneticky upravené mikroorganismy ) a vhodnější technologie (vícestupňové).
Přebytky zemědělské výroby
Za napjaté současné situace při zajišťování ropy se uvažují v řadě zemí a zejména v USA využít přebytky relativně „nízkohodnotové“ biomasy – některých zemědělských komodit, nebo vedlejších výrobků a odpadů, jejichž zpracování nebo odstraňování je nutné proto, aby nedocházelo ke znečišťování životního prostředí. Např. jen oblast čistění a zpracování kukuřice v USA produkuje ročně více než 10 mil. tun vedlejších výrobků a odpadů, pro které není využití a představují určitou zátěž pro životní prostředí. Obdobně mlékárenský průmysl v USA produkuje ročně až 27 mil. tun odpadové syrovátky při výrobě sýrů s vysokým obsahem cukru, pro kterou není většinou využití a jejíž likvidace si vyžaduje značné náklady nejen finanční (s ohledem na velkou spotřebu kyslíku). Tyto uvedené i další odpady mohou být levným zdrojem, surovinou pro výrobu vodíku a hodnotných palivových alkoholů, např. butanolu. Vstupy energie do výroby biopaliv musí být podstatně nižší než výtěžnost. Užitím zrnin a dalších druhů biomasy k výrobě vodíku a butanolových paliv se zlepší životní prostředí, sníží závislost na ropě a vytvoří nové možnosti odbytu pro farmáře.
Technologie výroby bio-butanolu v USA
Po roce 1970 (l. ropná krize) začaly první pokusy s fermentační výrobu bioetanolu jako pohonné hmoty), ale nastaly problémy s úplnou a vysoce nákladnou dehydratací bioethanolu (na 99,6%), která je nutná pro přimíchávání bioethanolu do benzinu. Byl zjištěny problémy i z logistikou, protože korozi kovů způsobující bioethanol znemožňoval jeho dopravu v dálkových potrubích. V té době však jediná možná volba na jednoduchou výrobu bioethanolu vedla k nízkovýhřevnému, korosivnímu, explozivnímu a snadno odpařitelnému palivu. Bioethanol je dosud stále na základě tlaku monopolů podporován vládami, i když není plnohodnotnou náhradou benzinu (64% výhřevnosti). Ani velmi intenzivní výzkumné procesy kolem bioethanolu během posledních 30 let nevyřešily všechny, zejména ekonomické problémy s motorovými palivy, ani požadavky na zlepšení čistoty ovzduší. S výjimkou Brasilie, která má však zcela vyjímečné podmínky pro výrobu bioethanolu a USA, kde se biopaliva všeho druhu silně podporují, postupuje proces zavádění biopaliv relativně velmi pomalu.
Změny a začátku nového procesu v zavádění biopaliv bylo, jak se zdá, dosaženo objevem nového vhodnějšího druhu mikroorganismů, které ve fermentovaném roztoku působí nejen při vyšší koncentraci butanolu, ale zejména umožňují s velkou převahou vyrábět především butanol. Jedná se o zcela nové kvasinky Clostridium tyrobutyricum a nově vyšlechtěné odrůdy kvasinek Clostridium acetobutylicum, které v návaznosti na sebe zajišťují optimální produkci butanolu 4,64 g/L/h a výtěžnost z glukózy 42 - 45%.
Jednoduše řečeno: jeden mikrob maximalizuje přeměnu glukózy na vodík a kyselinu máselnou a druhý mění tuto kyselinu na butanol.
Schematicky lze přeměnu glukózy na butanol znázornit touto rovnicí:
C6 H12 O6 = CH3 + CH2 + CH2 +CH2 + OH + 2 CO2 +H2 O = C4 + H9 + OH + 2 CO2 + H2 O = C4 + H10 + O + 2 CO2 + H2 O
Ve srovnání s původní technologií fermentace ABE tato nová technologie eliminuje tvorbu nežádoucích produktů jako je kyselina mléčná, propionová, aceton, isopropanol, ethanolu a další. Schéma výrobního postupu je velmi jednoduché, ale kompletní zařízení je poměrně složité a strojní zařízení se zásadně liší od zařízení na výrobu etanolu. Výroba je kontinuální ve dvou fermentorech spojených čerpadlem a potrubím, na které navazuje zařízení pro oddělení butanolu od ostatního materiálu a velké části vody pomocí odstředivek, polopropustných membrán, protiproudého čistění pomocí horkého CO2 atd., takže ke konečné destilace přichází butanol jen s 10% obsahem vody, což je energeticky výhodné. Výrobní postup je členěn takto
- suché nebo mokré mletí zrnin, případné snižování obsahu neškrobových látek, sterilizace,
- konverze biomasy do fermentačně využitelného cukru,
- fermentace kvasinkami Clostiridium tyrorobutyricum v 1. fermentoru na kyselinu máselnou, přečerpání do druhého fermentoru,
- fermentace kyseliny máselné kvasinkami Clostridium tyrobutyricum na butanol,
- dělení horkých plynů, adsorbce, desorbce, kondenzace, odstřeďování,
- destilace směsi butanolu s cca 10% vody (voda se odpařuje dříve než butanol),
- vratka odstředěných, nezfermentovaných zbytků do fermentorů.

Výsledkem fermentace je postupně jenom: kyselina máselná, vodík, butanol (a CO2 + H20), při čemž výtěžek butanolu je vyšší v porovnání s biothanolem a ze l00 kg kukuřice se vyrobí až 38 i více litrů výhřevnějšího butanolu. To překonává výrobu ethanolu, a kromě toho vzniká v první fázi i volný energeticky cenný vodík, který by mohl zlepšit celkovou energetickou výtěžnost až o 18%.
Z národohospodářského hlediska může výroba butanolu snížit závislost státu na dovozu ropy, chránit oblast kapalných paliv před nepříznivými náhlými a neočekávanými událostmi. Pomůže stabilizovat zemědělství a snížit tempo růstu globálního oteplování Země.
Budoucnost butanolu
Butanol je čistý alkohol s podobným energetickým obsahem (hustotou) jako benzin. Nemusí být skladován v tlaku odolných nádržích jako stlačený zemní plyn a může být míchán s benzinem od 10 do 99% i používán jako výhradní palivo (100%). Může být dopravován stávajícím potrubím a cisternami bez problémů. Butanol, kapalina velmi bohatá na vodík, pomůže řešit problém výroby a distribuce vodíku v infrastruktuře v souvislosti se zaváděním palivových článků (výroba elektřiny). Obsluha palivových článků se dostane na potřebnou bezpečnostní úroveň. Vodík může být snadno z butanolu získáván a rozváděn stávající rozvodnou sítí a předávacími zařízeními při kvalitě požadované právě palivovými články nebo vozidly.
Rostoucí spotřebitelský přístup a zájem o butanol podněcují příslušnou činnost v zemědělství a průmyslu, to bude mít vliv na růst objemu výroby a snižování výrobních nákladů. Očekávané budoucí zvyšování cen a daní fosilních paliv a požadavky na čistotu spalování a nízké emise by se měly projevit ve zvyšování objemu výroby butanolu.
V USA očekávají rozvoj budování menších, dislokovaných výroben butanolu s kapacitou výroby od 5 do 30 mil galonů ročně (do l,14 mil hektolitrů) na venkově sdruženími obcí a zemědělských podniků, (a rekonstrukci některých lihovarů), což může urychlit průběh výstavby víc než by tomu bylo u velkých podniků. Tyto lokální „biorafinerie“ mohou snáze překonávat různé omezující překážky a problémy s ochranou ovzduší a životního prostředí a snáze se bránit napadení teroristy. Kooperativně organizované podniky vytvoří řadu nových pracovních příležitostí a podpoří ekonomický růst v oblasti.
Výhřevnost butanolu (l5,5 BTU/libru, nebo 104,8 BTU/galon = 34,4 MJ/kg) a vodíku (61 BTU/libru = 153,6 MJ/kg) vyrobených z biomasy převyšuje obdobné ukazatele u etanolu (l2,8 BTU/libru, nebo 84,25 BTU/galon = 22,2 MJ/kg). Výhodnější odbytové ceny vedlejších výrobků při výrobě butanolu budou znamenat další příjmy a sníží tak výrobní náklady na butanol a vodík
Dosavadní pokrok v biotechnologiích a procesech na zpracování biomasy se projevuje v obnovení zájmu o fermetační technologie výroby biochemikálií a biopaliv včetně n-butanolu, který může být vyráběn plynulým, kontinuálním způsobem s vysokou výtěžností.
V roce vyrobila firma EEI v USA potřebné množství butanolu k tomu , aby mohla být uskutečněna dálková jízda na několik tisíc km automobilem ´ 92Buick Park Avenue ( 6 válec, 3,5 litrů obsah) s průměrnou spotřebou necelých 10 litrů výhradního paliva butanolu (100%) na 100 km. Během jízdy bylo v několika STK uskutečněno měření emisí, které byly vesměs příznivější než emise při spalování benzinu (butanol je již částečně okysličen). Emise uhlovodíku byly o 95%, emise CO o 97% a emise NOx o 27% nižší než při použití benzinu. Po zavedení velkovýroby butanolu by jeho cena neměla být vyšší než cena benzinu a nižší v přepočtu na výhřevnost než cena ethanolu.
Tento příspěvek by měl přiblížit zájemcům problematiku butanolu jako motorového paliva v době, kdy se uvažuje o výstavbě velkokapacitních lihovarů i v ČR.
Literatura:
Ramey, D., Production of Butyric Acid and Butanol from Biomass. Final Report. EEI, Environmental Energy Inc., Blacklick, OHIO 43004
TweetČlánek: Tisknout s obrázky | Tisknout bez obrázků | Poslat e-mailem
Související články:
Biopaliva zatím jen na půli cesty
Výroba bioetanolu v Česku na rozcestí
Biobutanol jako kvalitní náhrada benzinu
Zkušenosti z USA – cesta k rychlejšímu rozšíření biopaliva E85?
Efektivita filtrů emisních částic i ekologie moderních motorů jsou silně diskutabilní
O budoucnosti biopaliv
Vodní řasy pro energetiku – zkušenosti z Nizozemska
Motorové biopalivá – ich súčasný stav a perspektívy
Pojídači ropy
Biznis Biorafinérie dozrel v Bruseli
Energie z kapalných biopaliv v Itálii
Trh s etanolem přichází na tichých cestách
Trvale udržitelná výroba bioetanolu
Švédsko sází na bioplyn…
Biorafinerie - zařízení pro trvale udržitelný život na této planetě
Zobrazit ostatní články v kategorii Kapalná biopaliva
Datum uveřejnění: 4.7.2007
Poslední změna: 1.7.2007
Počet shlédnutí: 58623
Citace tohoto článku:
SLADKÝ, Václav: Biobutanol – vhodnější náhrada benzinu. Biom.cz [online]. 2007-07-04 [cit. 2026-07-13]. Dostupné z WWW: <https://biom.cz/cz-spalovani-biomasy-pelety-a-brikety/odborne-clanky/biobutanol-vhodnejsi-nahrada-benzinu>. ISSN: 1801-2655.
Komentáře:

|

|

|

|

|